O que é OEE e Como Calcular? O Guia Completo de Eficiência Industrial

O Overall Equipment Effectiveness (OEE) — ou Eficiência Global dos Equipamentos — é o indicador de excelência industrial utilizado para avaliar a eficiência operacional de máquinas, linhas de produção e fábricas inteiras. Ao combinar três fatores operacionais críticos — disponibilidade, desempenho e qualidade —, o OEE capacita os líderes industriais a expor perdas ocultas, eliminar gargalos sistémicos e liderar iniciativas rigorosas de melhoria contínua diretamente no chão de fábrica.
Na prática, o OEE quantifica com precisão quanto da capacidade de produção planeada de uma fábrica está a ser efetivamente realizada. Mesmo quando uma máquina está em funcionamento, pode estar a operar abaixo da sua velocidade de ciclo ideal ou a produzir peças com defeito. O OEE consolida estas perdas dispersas e, muitas vezes, invisíveis numa única métrica estratégica altamente acionável.
Hoje, as empresas industriais orientadas por dados utilizam a monitorização contínua do OEE para:
Reduzir drasticamente o desperdício sistémico e os custos indiretos de fabricação.
Maximizar a produção total sem expandir as despesas de capital (CAPEX) em novas máquinas.
Promover uma cultura de melhoria operacional contínua e estruturada.
Equilibrar e otimizar a capacidade de produção entre linhas interconectadas.
Apoiar o planeamento estratégico e controlo da produção (PCP).
Garantir a previsibilidade operacional e a estabilidade financeira para o P&L corporativo.
Conteúdo Deste Guia:
O que é o OEE (Overall Equipment Effectiveness)?
O que Significa a Eficiência Global dos Equipamentos na Prática?
Qual é o Objetivo da Métrica OEE?
Como Calcular o OEE Passo a Passo
Análise Profunda: Disponibilidade, Desempenho e Qualidade
Exemplo Prático de Cálculo de OEE no Chão de Fábrica
O que é Considerado uma Boa Pontuação de OEE? (Benchmarks Globais)
As Principais Perdas que Reduzem o OEE Operacional
Como Melhorar Estrategicamente o OEE em Operações Reais
Além do Diagnóstico: Como Soluções Avançadas de APS e IA Maximizam o OEE
FAQ — Perguntas Frequentes Sobre OEE
1. O que é o OEE?
OEE significa Overall Equipment Effectiveness. É uma métrica industrial abrangente desenvolvida para medir a produção real de um ativo fabril em relação ao seu potencial teórico máximo durante as horas de operação planeadas.
O Overall Equipment Effectiveness (OEE) é uma métrica industrial central que mede a eficiência operacional de um ativo de produção ao multiplicar a sua taxa de disponibilidade, taxa de desempenho e rendimento de qualidade. Transforma perdas complexas do chão de fábrica em dados quantificáveis para orientar decisões de lean manufacturing.
2. O que Significa a Eficiência Global dos Equipamentos?
O conceito de OEE teve origem na metodologia de Manutenção Produtiva Total (TPM), criada para maximizar o ciclo de vida e a produtividade total dos ativos industriais. O OEE oferece uma visão panorâmica da integridade dos ativos, dividindo a eficiência em três pilares distintos e mensuráveis:
Pilar | Foco Operacional | Principal Categoria de Perda |
Disponibilidade | Tempo de atividade real versus tempo de produção planeado | Avarias de equipamentos e setups/changeovers |
Desempenho | Velocidade de operação real versus capacidade de projeto | Microparagens e ciclos lentos |
Qualidade | Produção total conforme versus total de unidades produzidas | Desperdício (scrap), defeitos de arranque e retrabalho |
Ao contrário de KPIs de engenharia isolados, o OEE integra estes vetores num modelo de dados coeso. Por exemplo, uma linha de montagem pode funcionar continuamente durante um turno inteiro (alta disponibilidade), mas operar a um ritmo lento (baixo desempenho) ou gerar um volume inaceitável de produtos defeituosos (baixa qualidade). O OEE elimina métricas superficiais para revelar o verdadeiro estado do desempenho industrial.
3. Qual é o Objetivo do OEE?
O OEE serve como a principal bússola de diagnóstico para a excelência operacional. No dia a dia das operações, a monitorização desta métrica permite às organizações:
Expor gargalos operacionais ocultos em tempo real.
Isolar e eliminar o desperdício sistémico de processos.
Melhorar significativamente as métricas de Utilização de Ativos.
Minimizar o tempo de inatividade não planeado das máquinas.
Refinar e validar os dados de base do Planeamento e Controlo da Produção (PCP).
O Imperativo da Visibilidade
Considere duas fábricas distintas que operam prensas industriais idênticas durante 8 horas por dia, ambas entregando exatamente o mesmo volume de unidades finalizadas no final do turno. Superficialmente, o desempenho de ambas parece idêntico.
No entanto, uma análise de OEE revela que a Linha A opera com consistência estável, enquanto a Linha B sofre com microparagens constantes, funciona bem abaixo da sua velocidade nominal de projeto e gera um volume elevado de desperdício que exige retrabalho manual. O OEE torna estas variações operacionais críticas totalmente transparentes para a gestão.
4. Como Calcular o OEE
O modelo matemático padronizado para o OEE baseia-se na multiplicação linear dos seus três componentes centrais de desempenho:

Cada pilar é expresso como uma percentagem, e o produto composto resulta na pontuação final de eficiência agregada da operação.
5. Os Três Pilares do Cálculo
1. Disponibilidade
A Disponibilidade monitoriza a proporção de tempo em que um ativo está ativamente a produzir, em comparação com o tempo total em que foi programado para estar operacional.
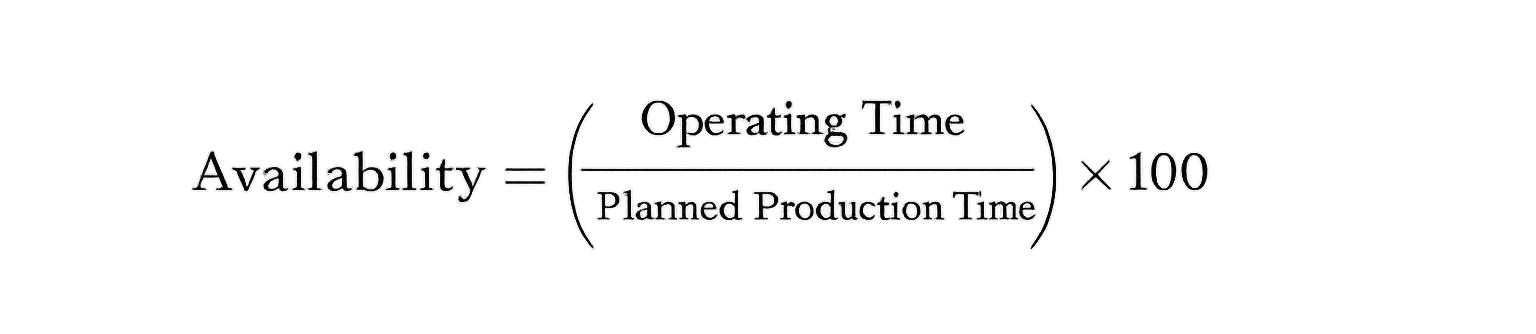
O que reduz a Disponibilidade? Avarias não planeadas de equipamentos, changeovers de ferramentas prolongados, setups de componentes demorados, manutenção de emergência ou escassez de matéria-prima a montante.
Exemplo: Se uma máquina está programada para funcionar durante 480 minutos, mas perde 60 minutos devido a uma falha mecânica inesperada, o seu Tempo de Operação real é de 420 minutos. Disponibilidade = 420 / 480 = 87,5%.
2. Desempenho
O Desempenho mede a velocidade de produção durante o tempo de operação ativo, comparando a produção real com a velocidade teórica de projeto da máquina (tempo de ciclo ideal).
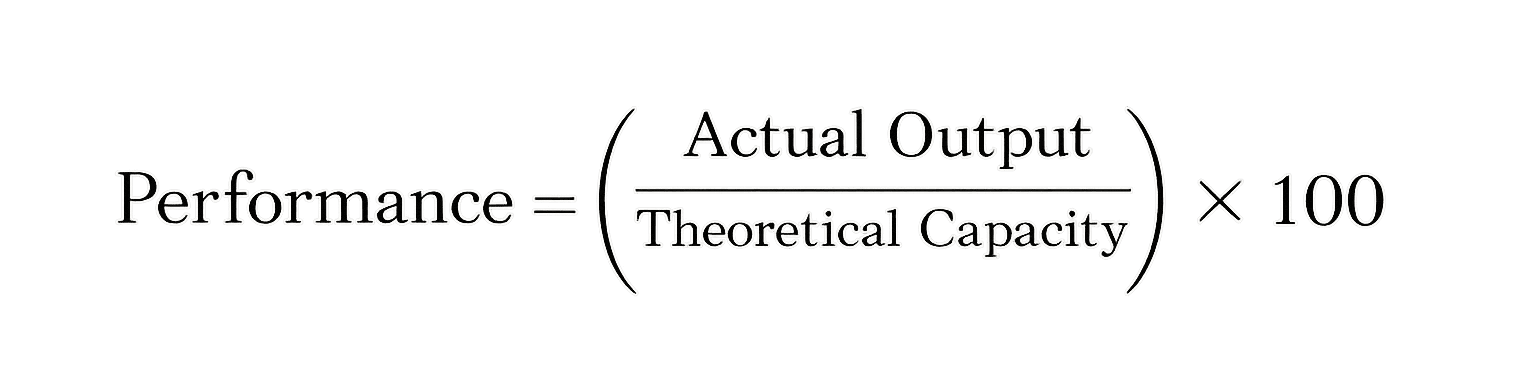
O que reduz o Desempenho? Microparagens não registadas (com duração inferior a 2 minutos), desgaste de componentes que exige reduções de velocidade, desalinhamento de esteiras transportadoras ou ineficiências dos operadores.
Exemplo: Se uma máquina foi projetada para produzir 1.000 unidades por hora em condições ideais, mas produz apenas 850 unidades devido a uma degradação nas configurações do motor. Desempenho = 850 / 1.000 = 85,0%.
3. Qualidade
A Qualidade calcula a percentagem do total de unidades fabricadas que cumprem as especificações do produto logo na primeira passagem, sem exigir retrabalho ou serem descartadas como resíduo.
O que reduz a Qualidade? Variações na matéria-prima, desvios no processo, erros de calibração no arranque ou danos de manuseamento manual que levam a desperdício e retrabalho.
Exemplo: Se uma linha de processamento fabrica um total de 10.000 peças, mas 500 unidades falham as métricas de controlo de qualidade. As unidades boas são 9.500. Qualidade = 9.500 / 10.000 = 95,0%.
Multiplicação do Resultado Agregado de OEE
Utilizando os valores obtidos nos exemplos operacionais acima, calculamos a eficiência agregada:

Esta realidade matemática evidencia uma lição vital de lean manufacturing: mesmo quando as submétricas individuais parecem estáveis (todas acima de 85%), a sua interação composta revela que a fábrica está a realizar apenas 70,6% da sua verdadeira capacidade teórica.
6. Exemplo Prático de Cálculo de OEE no Chão de Fábrica
Vamos avaliar um turno operacional completo numa linha de estampagem industrial para demonstrar como estes dados funcionam num ambiente de fabricação real.
Métricas Recolhidas no Turno (Calendário de 8 Horas):
Tempo de Produção Planeado: 480 minutos
Tempo de Inatividade Não Planeado Total (Changeover de Setup + Reinicializações por Falhas): 48 minutes
Capacidade de Ritmo Ideal: 720 unidades por turno
Total de Unidades Fabricadas: 684 unidades
Unidades Conformes Aprovadas pelo Controlo de Qualidade: 670 unidades
Execução Matemática Passo a Passo:
Step-by-Step Mathematical Execution:
Disponibilidade: O Tempo de Operação real é de 432 minutos (480 - 48).
Desempenho: Unidades reais geradas versus a capacidade planeada durante o tempo de atividade.
Qualidade: Percentagem de rendimento em conformidade na primeira passagem.
Determinação Final do OEE Composto:

Um OEE de 83,7% indica uma operação robusta e bem gerida, embora ainda existam oportunidades de otimização estruturada na redução dos tempos de changeover (Disponibilidade) e na calibração de processos (Qualidade).
7. O que é Considerado uma Boa Pontuação de OEE?
Para avaliar o desempenho organizacional, as indústrias medem as suas métricas face aos benchmarks padronizados de OEE de Classe Mundial (World-Class OEE):
Pontuação de OEE | Nível de Maturidade | Avaliação Operacional |
Abaixo de 60% | Baixa Eficiência | Perdas ocultas substanciais, custos indiretos elevados, falta de competitividade. |
60% – 75% | Aceitável | Linha de base estável, mas apresenta grandes oportunidades de otimização estrutural. |
75% – 85% | Desempenho Robusto | Altamente competitivo, económico e operacionalmente estável. |
Acima de 85% | Excelência de Classe Mundial | Maturidade operacional de topo; a elite de referência para a indústria global. |
Para alcançar o nível de excelência de Classe Mundial, as metas-alvo costumam estar distribuídas pelos pilares da seguinte forma:
Meta de Disponibilidade: Acima de 90%
Meta de Desempenho: Acima de 95%
Meta de Qualidade: Acima de 99%
As fábricas que operam abaixo do limiar dos 60% enfrentam habitualmente uma extrema instabilidade de calendário, changeovers de ferramentas prolongados, falhas recorrentes de equipamentos e uma falta generalizada de visibilidade para os planeadores de produção.
8. As Principais Perdas que Reduzem o OEE
A degradação do desempenho industrial está diretamente associada às "Seis Grandes Perdas" do lean manufacturing. Otimizar uma fábrica de forma bem-sucedida exige identificar e mitigar sistematicamente estes fatores específicos:
Paragens Não Planeadas (Disponibilidade): Falhas catastróficas em equipamentos, desgaste de componentes ou quebras de energia que interrompem a produção por completo.
Configuração e Ajustes (Disponibilidade): Changeovers de ferramentas prolongados, períodos de aquecimento e substituições de materiais que consomem janelas de produção ativas.
Microparagens / Tempos de Espera (Desempenho): Interrupções breves e não registadas causadas por falhas de alimentação em sensores, encravamento de componentes ou pequenas ações de desobstrução da linha.
Velocidade Reduzida (Desempenho): Redução intencional dos ciclos da máquina devido à degradação mecânica, fatores ambientais ou precaução do operador.
Defeitos de Processo (Qualidade): Geração de desperdício e peças rejeitadas produzidas durante as operações normais em regime estável.
Rendimento Reduzido / Perdas de Arranque (Qualidade): Produção defeituosa gerada durante os aquecimentos das máquinas, testes de mudança de ferramentas ou calibrações iniciais de lotes.
9. Como Melhorar Estrategicamente o OEE em Operações Reais
Promover aumentos sustentados nas métricas de OEE requer uma convergência deliberada e apoiada em dados entre a disciplina de engenharia e a infraestrutura de software:
Single-Minute Exchange of Die (SMED): Simplificar as operações de setup interno transformando-as em passos externos para comprimir os tempos de mudança de ferramentas e aumentar a Disponibilidade de base.
Sequenciamento Algorítmico Dinâmico de Produção: Utilizar parâmetros de software para agrupar lotes de produtos com restrições de materiais semelhantes, eliminando limpezas redundantes e alterações de setup.
Captura Automatizada de Dados via IoT: Conectar os ativos diretamente através de Sistemas de Execução de Fabricação (MES) para eliminar os registos manuais em papel, que frequentemente falham na documentação de microparagens.
Manutenção Preditiva Baseada na Condição: Transitar de uma postura reativa para a monitorização de ativos através de análises térmicas e de vibração, detetando falhas mecânicas antes que causem paragens na linha.
10. Além do Diagnóstico: Como Soluções Avançadas de APS e IA Maximizam o OEE
Calcular o OEE através de folhas de cálculo tradicionais ou rever um dashboard histórico no final do mês oferece apenas um diagnóstico pós-morte. No momento em que um executivo visualiza uma quebra retroativa na eficiência, o desperdício operacional e as perdas financeiras já atingiram o balanço.
A mudança definitiva na Indústria 4.0 moderna é a transição da análise reativa para a execução operacional prescritiva. Esta evolução permite que as fábricas reduzam drasticamente os custos operacionais ao moverem-se em direção a sistemas que aprendem e se adaptam. Ao integrar sistemas de Planeamento e Programação Avançada (APS) com motores industriais de Inteligência Artificial Prescritiva (como a tecnologia desenvolvida pela Harumi.io), as empresas mudam a sua abordagem de uma consciência retroativa para uma otimização autónoma:
Planos de Produção Prescritivos: Em vez de projeções lineares estáticas, os motores de otimização analisam restrições multivariáveis do chão de fábrica em tempo real para gerar sequências de agendamento que minimizam setups de alta perda, reduzindo o tempo total de changeover em até 11%.
Prevenção de Gargalos em Tempo Real: Os algoritmos de IA industrial modelam continuamente os comportamentos das linhas a jusante face às variáveis a montante, redirecionando dinamicamente os fluxos de materiais ou ajustando as velocidades de ciclo para preservar a capacidade total de produção da fábrica.
Execução em Circuito Fechado (Closed-Loop): Quando ocorre uma avaria não planeada, o software não se limita a registar uma queda na Disponibilidade; ele recalibra de forma prescritiva toda a sequência de ordens do chão de fábrica, atualizando instantaneamente o ERP e o MES para proteger os SLAs de entrega dos clientes.
Para explorar como a aplicação da otimização matemática e da investigação operacional redefine as métricas de eficiência diária, leia o nosso guia de estratégia abrangente sobre Como Otimizar o Planeamento da Produção.
11. FAQ — Perguntas Frequentes Sobre OEE
O que mede exatamente o OEE?
O OEE mede a produtividade total dos ativos. Identifica a percentagem de tempo de produção planeado que é verdadeiramente produtiva, isolando as perdas associadas à inatividade dos equipamentos, velocidades de processamento mais lentas e peças defeituosas.
Qual é a diferença matemática entre OEE e OLE?
Enquanto o OEE (Overall Equipment Effectiveness) se foca exclusivamente no desempenho dos ativos físicos e das máquinas, o OLE (Overall Labor Effectiveness) calcula a eficiência operacional e a utilização da força de trabalho humana que opera essas máquinas. Ambos devem ser avaliados em simultâneo.
Os feriados programados ou os fechos planeados da fábrica reduzem a pontuação de OEE?
Não. O denominador de base do OEE é estritamente o Tempo de Produção Planeado. Encerramentos de fábricas, feriados corporativos e blocos de manutenção preventiva agendados são subtraídos antes do início do cálculo, evitando penalizações artificiais ao perfil de desempenho da engenharia.
Como é que o OEE se relaciona com os princípios de Lean Manufacturing?
O lean manufacturing foca-se na identificação e eliminação de desperdícios (muda) nos fluxos de valor. O OEE é o instrumento quantitativo central do Lean, categorizando o desperdício operacional oculto em pontos de dados concretos que capacitam as equipas de engenharia a aplicar ações corretivas direcionadas à causa-raiz.
Conclusão
O OEE é uma das métricas mais fundamentais na indústria moderna porque substitui a intuição por verdades operacionais empíricas. Em vez de servir simplesmente como uma pontuação de engenharia, fornece um roteiro rigoroso para desbloquear capacidade oculta e aumentar as margens de fabricação.
Num cenário global ultra-competitivo, depender de registos manuais de dados já não é sustentável. O futuro pertence aos fabricantes que preenchem o espaço entre o diagnóstico e a execução, tirando partido da IA prescritiva e de soluções de APS dinâmicas para transformar fluxos de dados em produção máxima e rentabilidade permanente.